
Engineered quartz stone has become the dominant surface material in modern residential and commercial architecture, installed in millions of kitchens, bathrooms, hotels, and commercial spaces worldwide each year. Yet despite its ubiquity, the material itself is widely misunderstood. To most specifiers and even many experienced distributors, engineered quartz is simply “crushed rock held together by some kind of resin.” That description, while technically not wrong, is roughly as informative as describing a Formula 1 car as “metal with wheels.”
In reality, engineered quartz is a precision-engineered composite material where advanced polymer chemistry, particle physics, industrial process control, and—as the events of 2026 have made painfully clear—global macroeconomics converge in ways that directly determine the quality, cost, and availability of every slab that reaches the market. Understanding these intersections is no longer optional for industry professionals. It is essential.
This guide provides a comprehensive technical analysis of engineered quartz stone from the molecular level up—examining the chemistry of its polymer binders, the physics of its manufacturing process, the engineering principles behind its formulation, and the macroeconomic forces currently reshaping its production economics worldwide.
The Composite Architecture: Deconstructing Every Layer
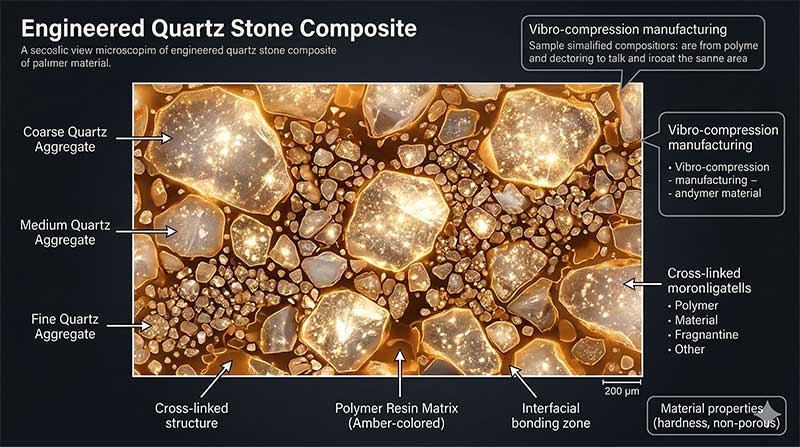
At the macroscopic level, a standard engineered quartz slab consists of approximately 90–93% inorganic aggregates by weight and 7–10% organic polymer matrix. But this simple ratio obscures a sophisticated system of complementary materials, each performing a specific and irreplaceable function in the final composite. To truly understand engineered quartz, we need to examine each layer of its architecture individually.
The Aggregate Phase: Natural Quartz (SiO₂)
The bulk of any engineered quartz slab is composed of natural quartz—crystalline silicon dioxide (SiO₂)—sourced from mines worldwide. Quartz is the second most abundant mineral in the Earth’s continental crust, and its suitability as a surface material aggregate stems from a remarkable combination of physical properties. With a hardness of 7 on the Mohs scale, quartz crystals provide the extreme scratch resistance that makes engineered slabs viable for high-traffic kitchen and commercial applications. Quartz is also chemically inert under normal conditions, resisting degradation from household acids, alkalis, and cleaning agents.
For manufacturing purposes, quartz aggregate is not a single material but a carefully graded blend of multiple particle sizes. A typical production mix includes coarse granules (2–4 mm), medium grains (0.5–2 mm), fine sand (0.1–0.5 mm), and ultra-fine quartz powder or “flour” (<0.1 mm). The relative proportions of these size fractions are one of the most critical formulation variables in the entire manufacturing process—a topic we will examine in depth in the section on particle size distribution below.
The quality of raw quartz aggregate is defined primarily by its SiO₂ purity. Premium manufacturers specify quartz with purity levels of 99.5% or higher, as impurities such as iron oxide (Fe₂O₃) can introduce undesirable color tinting, reduce optical clarity in lighter-colored designs, and potentially compromise the long-term UV stability of the finished surface. The quartz undergoes acid washing and electrostatic separation during processing to remove these contaminants before entering the mixing stage. For a deeper comparison of how aggregate quality affects performance versus natural stone options, see our detailed engineered quartz vs. natural stone comparison.
The Polymer Matrix: Unsaturated Polyester Resin (UPR)
If quartz provides the hardness, it is the Unsaturated Polyester Resin (UPR) that provides essentially everything else: flexural strength, impact resistance, non-porosity, and the ability to form a continuous, seamless surface that resists staining, bacterial growth, and moisture penetration. UPR is the most expensive component of the slab per unit weight, and its role is far more chemically complex than the word “binder” suggests.
UPR belongs to the family of thermosetting polymers—meaning that once cured, it forms a permanent, irreversible three-dimensional molecular network that cannot be melted, reshaped, or recycled. This thermoset nature is what gives a finished quartz slab its permanent structural rigidity and what differentiates it fundamentally from thermoplastic materials that soften when heated.
The synthesis of UPR begins with a polycondensation reaction between diols (typically propylene glycol) and dicarboxylic acids. Two types of acid are used: maleic anhydride, which introduces carbon-carbon double bonds (C=C) into the polymer backbone—creating the “unsaturation” that gives UPR its name—and phthalic anhydride, which provides saturated segments that control the spacing and density of future cross-linking sites. The ratio of maleic to phthalic anhydride is a critical formulation variable: more maleic anhydride means higher cross-link density and greater rigidity, while more phthalic anhydride yields a more flexible but less chemically resistant final product.
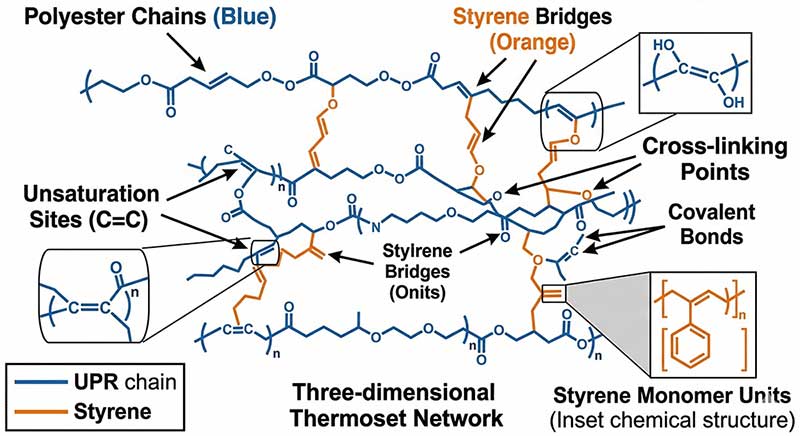
The resulting prepolymer is a viscous liquid that, on its own, would be too thick and reactive to process. It is therefore dissolved in a reactive diluent—almost universally styrene monomer—which reduces viscosity to a workable level for mixing with quartz aggregate and simultaneously serves a critical chemical function: during the curing phase, styrene molecules form the cross-linking bridges between the C=C double bonds in the polyester chains, creating the final thermoset network. Styrene typically comprises 30–40% of the liquid UPR solution as delivered to the factory, and its role as both processing aid and structural co-reactant makes it indispensable to the system.
This dual dependence on maleic anhydride and styrene is the fundamental reason why engineered quartz manufacturing is inextricably tied to the petrochemical industry. Both chemicals are derived from crude oil refining, and any disruption to petroleum supply chains propagates directly and unavoidably into UPR pricing—and therefore into the cost of every quartz slab produced worldwide.
The Molecular Bridge: Silane Coupling Agents
One of the most underappreciated components of the engineered quartz system is the silane coupling agent. At the microscopic level, quartz is an inorganic crystalline solid, while UPR is an organic polymer. These two material classes have fundamentally different surface chemistries—they are naturally incompatible, and without intervention, the resin would not bond effectively to the quartz particle surfaces. The result would be a slab with weak interphase adhesion prone to delamination, microcracking, and moisture infiltration.
Silane coupling agents solve this problem by acting as bifunctional molecular bridges. These organosilicon compounds have the general chemical formula R–Si(OR’)₃, where one end of the molecule (the alkoxy groups, –OR’) is designed to bond with the hydroxyl groups (–OH) on the quartz crystal surface through hydrolysis and condensation, forming strong Si–O–Si covalent bonds. The other end (the organofunctional group, R) is designed to chemically react with or be compatible with the polyester resin matrix during curing. The most common types used in quartz manufacturing feature methacryloxy or vinyl functional groups that participate directly in the free-radical cross-linking reaction.
The practical impact of effective coupling agent application is significant. It improves the flexural strength of the finished slab (typically achieving 45–55 MPa, far exceeding the 10–20 MPa of natural granite, as documented in testing under EN 14617 standards), enhances moisture resistance by sealing the quartz-resin interface against water penetration, and improves long-term durability under thermal cycling and chemical exposure.
The Catalyst System: Initiators and Accelerators
The transformation of liquid UPR into a rigid thermoset matrix does not happen spontaneously—it requires a controlled chemical trigger. This is the role of the curing system, which consists of two complementary components working in concert.
The initiator, most commonly MEKP (Methyl Ethyl Ketone Peroxide), is an organic peroxide that decomposes to generate free radicals—highly reactive molecular fragments that kick-start the cross-linking polymerization of styrene with the unsaturated double bonds in the polyester backbone. The accelerator, typically a cobalt salt such as cobalt naphthenate or cobalt octoate, lowers the energy threshold for MEKP decomposition, allowing the reaction to proceed at controlled rates at the moderate temperatures used in quartz slab curing (85–95°C) rather than requiring dangerously high temperatures.
The precision of initiator and accelerator dosing is critical. Too little MEKP results in incomplete cross-linking—yielding a slab with residual unreacted styrene, reduced hardness, and potential long-term yellowing. Too much MEKP causes the reaction to proceed too rapidly, generating excessive exothermic heat that can cause internal thermal stresses, cracking, or warping during cure. Advanced manufacturers use precisely calibrated dosing systems to maintain the catalyst balance within tight tolerances.
The Aesthetic Layer: Pigments, Mirrors, and Recycled Glass
The visual versatility of engineered quartz—its ability to convincingly replicate Calacatta marble, create bold solid colors, or incorporate sparkling metallic effects—comes from the pigment and decorative additive system. Mineral oxide pigments, recycled mirror fragments, colored glass chips, and metallic flakes are incorporated during the mixing stage to achieve the target design. Unlike natural stone, where color and pattern are determined entirely by geological chance, engineered quartz offers batch-to-batch consistency—a critical advantage for large-scale commercial projects requiring hundreds of identical slabs.
The Chemistry of UPR in Depth: From Crude Oil to Cross-Linked Matrix
Because UPR represents both the most technically critical and the most cost-volatile component of engineered quartz, it warrants a detailed examination of its supply chain chemistry—particularly in the context of the 2026 market disruptions.
The Petrochemical Genealogy
Every molecule of UPR traces its lineage back to crude oil or natural gas. Understanding this genealogy is essential for understanding why quartz slab pricing is sensitive to events happening thousands of miles from any factory.
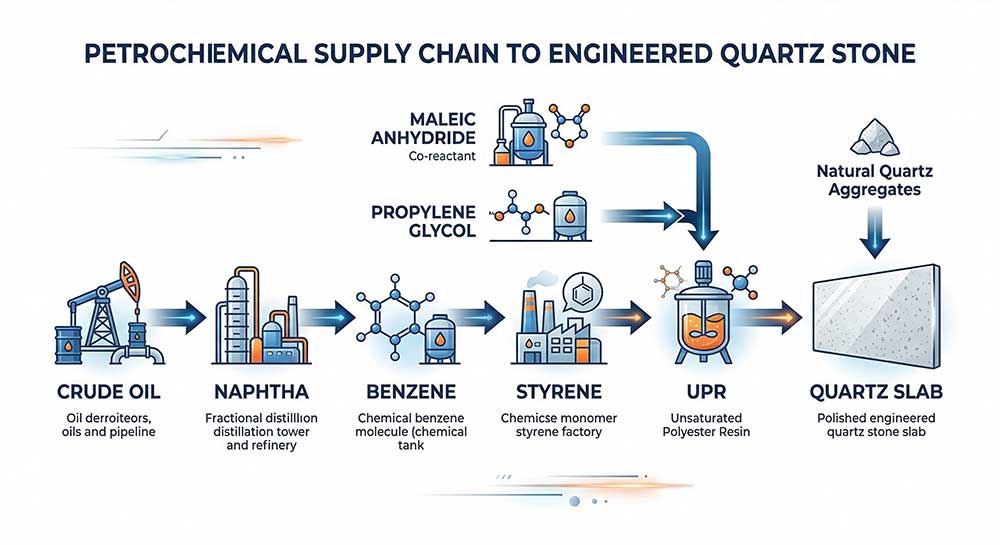
The primary supply chain unfolds as follows. Crude oil undergoes atmospheric distillation to produce naphtha, a light hydrocarbon fraction. Naphtha is then processed through catalytic reforming or steam cracking to produce a family of aromatic hydrocarbons known as BTX (benzene, toluene, xylenes). From this BTX stream, the key pathways to UPR feedstocks diverge.
Styrene is produced by alkylating benzene with ethylene to form ethylbenzene, which is then catalytically dehydrogenated. Global styrene production exceeds 30 million tonnes per year, with the U.S. Energy Information Administration (EIA) tracking its production as a key petrochemical indicator. Maleic anhydride is produced primarily by the catalytic oxidation of n-butane (derived from natural gas processing) or, in some facilities, from benzene. Propylene glycol, the third major UPR feedstock, is synthesized from propylene—itself a co-product of petroleum refining and steam cracking. Phthalic anhydride is produced from ortho-xylene, another BTX derivative.
The critical observation is that every major UPR feedstock is tethered to crude oil or natural gas. There is no alternative pathway for producing these chemicals at industrial scale that bypasses fossil fuel inputs. This petrochemical dependency is the mechanism through which geopolitical disruptions to oil supply translate directly into higher quartz slab manufacturing costs.
Styrene: The Reactive Diluent You Cannot See
Styrene deserves particular attention because its role in the quartz slab is invisible to the end user yet structurally irreplaceable. In the liquid UPR as it arrives at the factory, styrene constitutes 30–40% by weight. During the curing process, styrene molecules bridge between the unsaturated double bonds on adjacent polyester chains, creating the cross-linked three-dimensional network that gives the slab its rigidity. After curing, the styrene is permanently incorporated into the thermoset structure—it is not a solvent that evaporates, but a structural co-monomer that becomes part of the slab itself.
From a cost perspective, styrene is one of the most price-volatile commodity chemicals in the petrochemical industry. Its pricing is closely correlated with benzene, which in turn tracks crude oil. According to industry tracking data from sources such as ICIS, styrene spot prices in Asia have fluctuated by as much as 40% within a single year in recent cycles, making it a significant source of cost unpredictability for quartz manufacturers.
Free Radical Cross-Linking: How Liquid Becomes Stone
The transformation from a wet, granular mixture to a rock-hard slab occurs through a process called free radical copolymerization. When the MEKP initiator decomposes (accelerated by cobalt salts and heat), it generates free radicals—molecular species with unpaired electrons that are extremely reactive. These radicals attack the carbon-carbon double bonds in both the polyester backbone and the styrene monomer, triggering a cascade of bond formation that links the polyester chains together through styrene bridges.
The result is a three-dimensional thermoset network—a single, continuous molecular structure that extends throughout the entire resin phase of the slab. Unlike a thermoplastic (which consists of individual polymer chains that can slide past each other when heated), a thermoset is permanently cross-linked. This is why cured UPR cannot be melted, reshaped, or dissolved—and why a quartz slab maintains its structural integrity up to temperatures of approximately 150°C before thermal degradation begins. For more on how heat exposure affects quartz surfaces in real-world conditions, our guide on climate and temperature effects on quartz performance provides practical guidance.
Vacuum Vibro-Compression: The Physics of Slab Formation
The chemical components described above—quartz aggregate, UPR, coupling agents, initiators, and pigments—must be transformed from a loose, wet mixture into a dense, uniform slab. The technology that achieves this transformation is vacuum vibro-compression (also known as vibrocompaction), and it is arguably the single most important process step in determining final slab quality.

The Bretonstone Legacy
The vacuum vibro-compression process was pioneered by the Italian company Breton S.p.A. in the 1960s and 1970s, and the technology is often referred to generically as the “Bretonstone process.” Breton’s innovation was recognizing that the combination of vacuum, vibration, and pressure could achieve composite densities approaching the theoretical maximum—far beyond what static pressing or simple vibration alone could accomplish. Today, virtually all commercial engineered quartz production worldwide relies on vibro-compression technology, either using Breton-manufactured equipment or licensed variants. For a broader overview of the complete production workflow, see our manufacturing process guide.
The Three Simultaneous Forces
Once the quartz-resin mixture has been homogeneously blended and distributed into a mold, the mold enters the vibro-compression press, where three forces are applied simultaneously.
Extreme Vacuum. The chamber is evacuated to a pressure of approximately 0.1–1.0 millibar—a near-total vacuum. This removes virtually all trapped air from the mixture. Any residual air pockets would create internal voids (porosity) in the finished slab, compromising water resistance, stain resistance, and mechanical strength. The vacuum stage is the primary reason why engineered quartz achieves water absorption rates below 0.05%—and in many cases below 0.02%—meeting and exceeding the requirements of international standards such as EN 14617.
High-Frequency Vibration. Simultaneously, the mold is subjected to vibration at frequencies typically in the range of 3,000–4,500 cycles per minute. The purpose of this vibration is to fluidize the apparently dry-looking mixture—breaking apart any agglomerates, redistributing the resin around the quartz particles, and allowing the aggregate to settle into the tightest possible packing configuration under the influence of gravity and vibration energy. Without this vibrational input, the quartz particles would retain random orientations and large interstitial gaps that no amount of pressure alone could close.
Hydraulic Pressure. A hydraulic ram applies approximately 100 tonnes (approximately 1,000 kN) of compressive force to the top of the mold, pressing the now-fluidized, air-free mixture into its final dense configuration. The combination of vacuum-enabled air removal, vibration-enabled particle rearrangement, and pressure-enabled compaction produces a slab with a density approaching 2.4 g/cm³—close to the theoretical density of the constituent materials with minimal void content.
The entire vibro-compression cycle takes approximately 60–90 seconds per slab, after which the now-compacted but still-uncured slab is transferred to the curing kiln.
Why Void Volume Is the Central Engineering Challenge
The entire vibro-compression process is, at its core, a battle against void volume—the microscopic empty spaces that exist between packed quartz particles. In an uncompressed random packing of uniform spheres, void volume can reach 35–40% of the total volume. Even with optimized multi-size particle blends, the void fraction in the pre-compression mixture is significant.
These voids must be completely saturated with resin to produce a non-porous slab. If the resin ratio is too low, some voids remain unfilled, creating micro-porosity that permits water absorption, stain penetration, and bacterial harborage—all critical failures for a surface material marketed as non-porous and hygienic. If the resin ratio is too high, the slab becomes excessively “plastic” in character, exhibiting higher thermal expansion coefficients, increased susceptibility to warping, and a surface that may feel different from the expected stone-like tactility.
The engineering objective, therefore, is to achieve precise void saturation—enough resin to fill every void completely, but not a gram more. In the 2026 market, where every kilogram of UPR carries historically elevated costs, this precision has become not just a quality concern but an urgent economic imperative.
The Curing Phase: Thermoset Formation
After vibro-compression, the densified slab enters a curing kiln where it is heated to 85–95°C for 30–45 minutes. This elevated temperature, combined with the pre-mixed MEKP initiator and cobalt accelerator, triggers the free-radical cross-linking reaction described earlier. The liquid resin transforms into a rigid thermoset matrix, permanently bonding with the quartz aggregate through the silane coupling agent interface.
After curing, the slab undergoes calibration (precision grinding to exact thickness tolerances, typically 12 mm, 20 mm, or 30 mm—see our thickness guide for application-specific recommendations), followed by polishing through a multi-head sequence to achieve the specified surface finish: high-gloss mirror, honed matte, leathered texture, or concrete-look.

Particle Size Distribution: The Engineer’s Most Powerful Tool
Of all the formulation variables available to an engineered quartz manufacturer, particle size distribution (PSD) is arguably the most powerful—and in the current cost environment, the most economically consequential. Understanding PSD is essential for any buyer seeking to evaluate manufacturer quality and understand why pricing can vary significantly between suppliers.
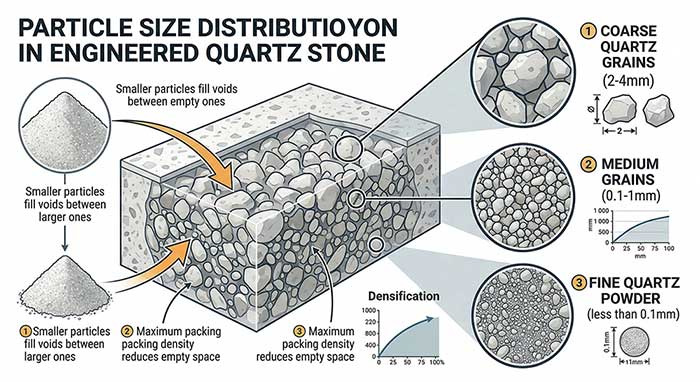
Packing Theory and the Fuller Curve
The mathematical relationship between particle sizes and packing efficiency has been studied extensively in materials science, with foundations in the work of Fuller and Thompson (originally applied to concrete aggregates) and later refinements by Andreasen and Funk. The core principle is straightforward: a blend of particles with a continuous distribution of sizes from large to small can achieve much higher packing density than a monosize population, because smaller particles fill the interstitial spaces between larger ones.
The Fuller curve provides a mathematical model for the ideal particle size distribution that minimizes void volume. For engineered quartz, a well-optimized PSD typically includes coarse granules (2–4 mm) that form the structural skeleton, medium grains (0.5–2 mm) that fill the primary voids between coarse particles, fine sand (0.1–0.5 mm) that fills secondary voids, and ultra-fine quartz flour (<0.1 mm) that fills the remaining microscopic gaps. When properly optimized, this multi-scale packing can reduce void volume from approximately 25–30% (typical of a poorly graded single-size aggregate) to 15% or less.
PSD and Resin Consumption: The Direct Economic Link
The economic significance of PSD optimization becomes immediately apparent when you consider that every percentage point of void volume reduction translates directly into reduced resin demand. If a poorly optimized formulation requires 10% resin by weight to achieve full void saturation, a well-optimized formulation achieving tighter packing might require only 7–8%—a 20–30% reduction in the most expensive raw material in the system.
In the pre-2026 market, when UPR prices were moderate, this optimization represented a meaningful but not existential cost advantage. In the current market, with UPR at a 10-year high, PSD optimization has become the primary technical lever available to manufacturers for controlling production costs without compromising slab quality. Advanced manufacturers like QuartzCrafts invest heavily in precise aggregate grading and computerized dosing systems specifically because every fraction of a percentage point in void reduction translates into measurable cost savings per square meter of finished product.
PSD and Slab Aesthetics
PSD optimization is not purely an economic exercise—it also has significant implications for the visual and tactile properties of the finished slab. Formulations with a higher proportion of coarse aggregate tend to produce a more “granular” or “terrazzo-like” appearance, while formulations emphasizing fine particles and quartz flour yield smoother, more uniform surfaces better suited for replicating the look of natural marble or limestone. The challenge for formulation engineers is to balance aesthetic requirements against packing efficiency—a design with large, visually appealing quartz chips may have lower packing density and therefore higher resin demand, requiring careful economic analysis.
The 2026 Macro Crisis: When Geopolitics Rewrites the Cost Equation
The theoretical principles described above have existed for decades. What has changed dramatically in 2026 is the economic weight these principles now carry. The ongoing geopolitical disruptions centered on the Strait of Hormuz have triggered a petrochemical supply crisis that has forced the entire engineered quartz industry to confront the full implications of its dependence on petroleum-derived binder chemistry.

The Strait of Hormuz and the Crude Oil Floor
The Strait of Hormuz, the narrow waterway separating Iran from the Arabian Peninsula, is the world’s most important oil chokepoint. According to the U.S. Energy Information Administration, approximately 20–21 million barrels of crude oil and condensates transit the strait daily under normal conditions—representing roughly one-fifth of global petroleum consumption. The persistent disruption to this transit route throughout late 2025 and into 2026 has established a crude oil price floor in the $85–$90 per barrel range, with periodic spikes above $90 during escalation events.
This elevated crude oil price is not a spike—it is a sustained plateau. And because the entire UPR feedstock chain (styrene, maleic anhydride, propylene glycol, phthalic anhydride) traces back to crude oil and natural gas processing, the elevated oil price has established a corresponding floor under UPR pricing that shows extreme “stickiness”—a tendency to remain elevated even during brief crude oil dips, because chemical producers have already absorbed higher input costs across their own production chains and are reluctant to reduce prices on short-term signals.
The Upstream Cascade: Styrene, Maleic Anhydride, and UPR
The price transmission mechanism from crude oil to UPR operates through multiple intermediate stages, each adding its own margin and volatility. Crude oil is distilled into naphtha. Naphtha is cracked or reformed into benzene and other aromatics. Benzene is converted to styrene. Butane is oxidized to maleic anhydride. At each stage, the elevated crude oil input cost is compounded by the processing facility’s own energy costs (also elevated due to higher fuel prices), transportation costs (higher due to fuel surcharges), and the pricing power of producers in a supply-constrained market.
The result is that a 15–20% increase in crude oil prices can translate into a 25–35% increase in UPR pricing at the factory gate—an amplification effect that reflects the compounding of costs across multiple supply chain stages. For quartz manufacturers, this has meant a structural cost increase of approximately $1.50 per square meter of finished slab attributable to resin alone, with some manufacturers reporting even higher impacts depending on their formulation and procurement arrangements.
Freight as the Hidden Cost Multiplier
The disruption to maritime routes has a dual impact on the quartz industry. On the input side, the cost of importing specialty quartz aggregate grades, chemical additives, and even domestically transporting bulk materials has risen due to fuel surcharges and route diversions. On the output side, the cost of exporting finished slabs to international markets has increased significantly as container vessels are rerouted around conflict zones, adding transit days and reducing effective shipping capacity on major trade lanes.
For a product as heavy as engineered quartz stone—a standard 3200×1600×20mm slab weighs approximately 240 kg—freight cost is not a minor line item. It is a material component of the landed cost at the buyer’s port. The combination of higher base freight rates, extended transit times, and equipment imbalances (container shortages at some ports, surpluses at others) has created a logistics environment where shipping costs per square meter of quartz have increased by meaningful percentages compared to pre-disruption baselines. For buyers navigating import logistics, our import tariffs and logistics guide provides detailed port-specific guidance.
Additive Markets Under Coordinated Pressure
The chemical additives used in quartz manufacturing—silane coupling agents, MEKP curing agents, cobalt accelerators, and specialty pigments—are all products of the petrochemical and fine chemical industries. While their per-slab consumption is small, their pricing follows the same upward trend as the broader petrochemical complex. The collective effect is that no component of the quartz slab’s organic chemistry is immune from the current cost escalation—creating a comprehensive, across-the-board input cost inflation that cannot be isolated or mitigated by switching to cheaper alternatives for any single ingredient.
Industry Technical Responses: How Manufacturers Are Adapting
The engineered quartz manufacturing sector is not passively absorbing these cost increases. Across the industry, a range of technical and operational responses are being deployed, with varying degrees of sophistication.
Advanced PSD Engineering
As discussed above, particle size distribution optimization has moved from a quality-improvement measure to a primary cost-control strategy. Leading manufacturers are investing in more sophisticated aggregate grading equipment, computerized blending systems, and formulation R

