Why CNC Cutting Parameters Matter More Than You Think
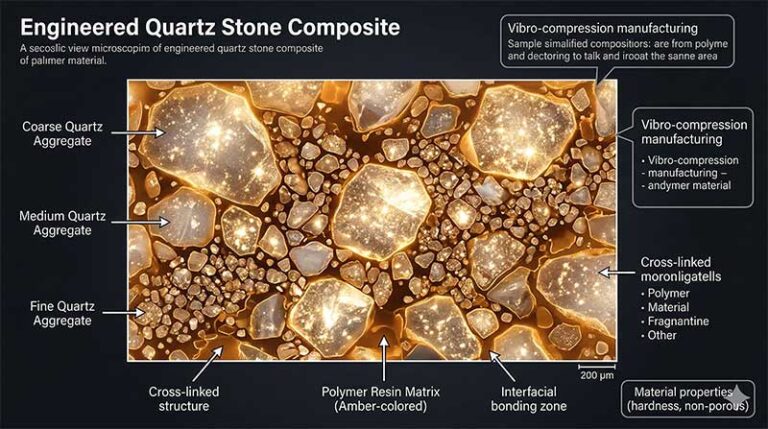
If you run a stone fabrication shop or operate CNC equipment for countertop production, you already know that engineered quartz isn’t the same as cutting natural granite or marble. Quartz stone’s composition — roughly 90–93% crushed quartz bound with polymer resin — creates a material that’s harder than most natural stones, more abrasive on tooling, and less forgiving of incorrect cutting parameters. According to the Natural Stone Institute, engineered stone fabrication requires specific tooling and dust control strategies due to its unique mineral composition.
Get the settings right, and you’ll produce clean, chip-free cuts with excellent blade life and minimal waste. Get them wrong, and you’ll burn through blades prematurely, generate excessive heat that can discolor or crack the material, and end up with rough edges that require extensive secondary finishing.
At QuartzCrafts, we work closely with fabrication shops across multiple countries, supporting partners with material data sheets, blade recommendations, and processing parameters for our premium quartz slabs. This article consolidates practical field experience into a reference guide covering the key CNC cutting parameters: blade selection, RPM, feed rate, water flow, and dust management.

Blade Selection: The Foundation of a Good Cut
The cutting blade is the most important variable in the equation. For engineered quartz, use a diamond blade specifically designed for hard, abrasive engineered stone — not a general-purpose granite blade. The key blade characteristics to evaluate include diamond concentration, bond hardness, segment design, and blade diameter.
Diamond Concentration and Bond Hardness
Because engineered quartz is highly abrasive, blade segments wear down faster than when cutting marble or many granites. Choose a blade with medium-high to high diamond concentration and a relatively soft bond. A soft bond allows the blade to self-sharpen: as diamonds dull, the bond matrix erodes to expose fresh cutting edges. A bond that is too hard may glaze over, increase friction, and generate excessive heat.
High-quality slabs — such as those manufactured under ISO9001-certified systems like QuartzCrafts’ production facilities — maintain consistent density and resin distribution, which helps fabricators achieve more predictable blade performance and wear patterns.
Segment Design
For bridge saw cutting of quartz slabs, arrayed or turbo segments are typically preferred over continuous rims. Segment gaps improve water delivery and slurry evacuation, which is critical because resin binders can accumulate heat if not properly cooled. A quartz-specific blade generally features 15–24 segments depending on blade diameter.

RPM and Peripheral Speed: Finding the Sweet Spot
Blade RPM combined with blade diameter determines peripheral speed (measured in meters per second). For engineered quartz, the optimal peripheral speed range is generally 25–35 m/s. Excessive speed increases heat and segment wear; insufficient speed leads to dragging, vibration, and rough edges.
For a 400mm (16-inch) bridge saw blade, this typically translates to approximately 1,200–1,600 RPM. A 350mm blade usually operates within 1,350–1,900 RPM. Always confirm with the blade manufacturer’s technical specifications before production cutting.
When processing premium marble-look quartz designs such as Calacatta or Statuario patterns, maintaining proper RPM is especially important to minimize edge chipping and preserve vein clarity during fabrication.
Feed Rate: Controlling Quality and Blade Life
Feed rate — the speed at which the blade advances through the slab — is one of the most frequently mismanaged parameters. Increasing feed rate to boost throughput can result in exit-side chipping, blade deflection, overheating, and excessive machine vibration.
Recommended Feed Rates
- 20mm quartz slab: 150–250 cm/min for straight cuts (400mm blade)
- 30mm quartz slab: 100–180 cm/min
- Curved cuts / sink cutouts: 50–120 cm/min depending on bit diameter and radius
Start at the lower end of the range and gradually increase. The cutting sound should remain smooth and consistent. Milky-white water runoff indicates proper dust suspension. Clear water suggests inefficient cutting, while visible steam indicates excessive heat.
Water Flow: Essential for Cooling and Safety

Water performs three critical roles: cooling the blade and slab, reducing friction, and flushing away silica-containing slurry. Insufficient water flow is a leading cause of blade glazing and material discoloration.
Recommended Water Flow Rates
- Bridge saw cutting: 15–25 liters per minute
- CNC routing: 8–15 liters per minute
Direct water to the blade entry point into the material rather than the top arc of the blade. Recirculated water should be filtered to prevent abrasive slurry from accelerating segment wear.
Dust Management and Silica Safety
Engineered quartz contains high levels of crystalline silica. Cutting operations generate respirable crystalline silica (RCS), which poses serious health risks. The U.S. Occupational Safety and Health Administration (OSHA) has established strict permissible exposure limits (PEL) for silica dust in general industry.
Wet Cutting Is Mandatory
All cutting, grinding, and polishing of engineered quartz should be performed wet to suppress dust at the source. Dry cutting quartz slabs should never be performed. Additional local exhaust ventilation is strongly recommended, especially during edge profiling and polishing operations.
Personal Protective Equipment (PPE)
Fabricators should wear properly fitted N95/P2 respirators at minimum. In higher-exposure environments, powered air-purifying respirators (PAPRs) may be required depending on local regulations. Always consult applicable occupational health standards in your jurisdiction.
Manufacturers are also responding with safer material innovations. For example, QuartzCrafts’ Zero-Silica series focuses on reducing crystalline silica content while maintaining durability and aesthetic performance — an important step toward improving long-term fabricator safety.
Edge Profiling and Finishing

CNC routers equipped with diamond profiling bits deliver the most consistent edge results. A multi-step polishing process is essential:
- 50 grit (rough shaping)
- 100 grit
- 200 grit
- 400 grit
- 800 grit
- 1500 grit
- 3000 grit
Skipping grits will leave visible scratches that finer pads cannot remove. If final gloss does not match the slab surface, consider adding a 5000-grit or buff stage and slightly reducing feed rate during final polishing passes.
Pre-Cut Checklist for Quartz Fabrication
- Confirm blade is rated for engineered quartz.
- Verify RPM falls within manufacturer recommendations.
- Set conservative feed rate for first test cut.
- Ensure adequate and properly directed water flow.
- Activate dust suppression systems.
- Confirm PPE compliance.
- Test on scrap before cutting high-value slabs.
Engineered quartz fabrication isn’t inherently more difficult than working with natural stone — it simply demands tighter control of variables. Fabricators who optimize blade selection, speed settings, water management, and safety practices will benefit from longer blade life, cleaner edges, reduced waste, and safer working conditions.
If you are sourcing factory-direct quartz slabs with consistent density, OEM/ODM customization capability, and global logistics support, learn more about QuartzCrafts premium quartz surfaces or explore our manufacturing background on the About QuartzCrafts page.